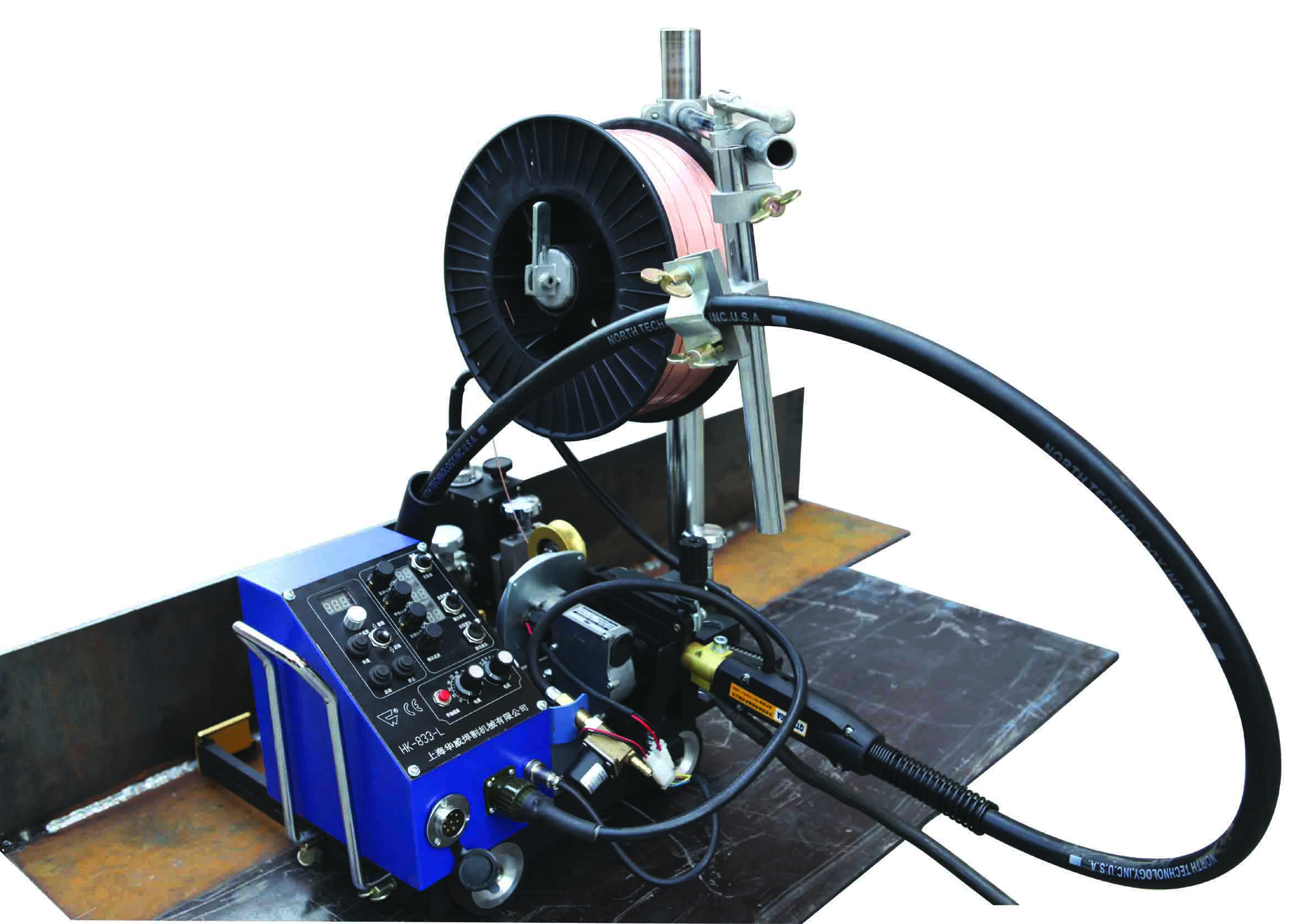
HK-8SS-L自动送丝焊接小车结构简便紧凑,集合行走小车、焊枪、送丝机构于一体,总重量约30公斤(不含焊丝)。本装置驱动力强劲,行走速度稳定,测速系统能实现机器在速度出现偏差时自动补偿,从而确保工作速度一致。本装置具有摆动功能,有不同规格的焊道方式可供选择,以获得最佳的焊接效果。焊接模式有左停时间、中间停留时间和右停留时间可选择,而且调整非常方便,数码管显示各种参数数据,直观清晰。本装置专门用于造船、化工、桥梁等钢结构工程的焊接。其主要优点有:减少劳动强度,改善作业环境,提高工作效率,是手工焊的1.5倍,避免人为因素所造成的焊缝质量不良,一般的手工操作的不良率在20%左右,而采用自动焊接小车没有产生焊接不良率, 因此其综合效益,比手工焊提高近200%,自动化程度高,确保焊接质量的稳定性,非熟练的技术工人也能快速掌握.
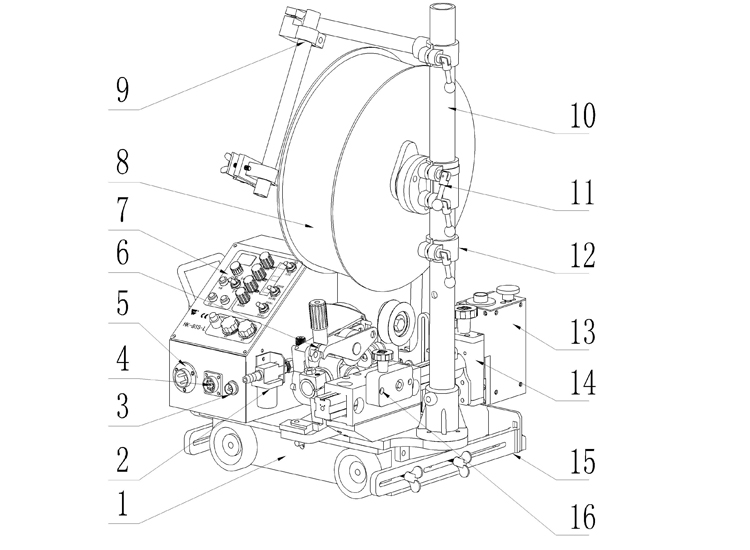
1小车主体部分:是整台机器的骨架,是其它部分的载体。其内装有驱动机构,安装于小车主体
内腔中,经减速箱减速,最后进行四轮驱动。
2电磁阀(DC24V)。
3送丝机接口。
4摇摆器接口。
5小车电源接口。
6送丝机构。
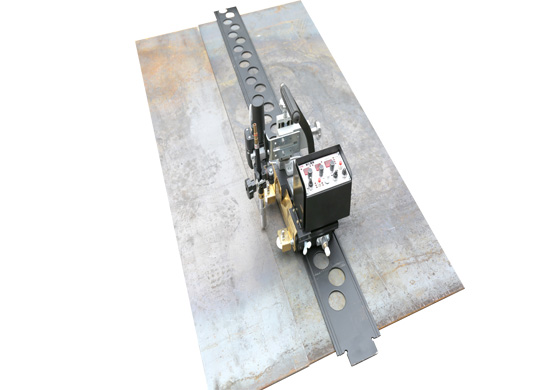
7控制箱:可以控制小车的所有功能,详细内容参考“控制面板说明”。
8焊丝盘。
9焊枪电缆架:固定焊枪电缆的装置,为了方便使用焊枪的设施,设计制作采用可旋式电缆夹。
10立柱:用于支撑焊丝盘与电缆架。
11焊丝盘轴夹持器:用于调节焊丝盘的位置,确定好后旋紧锁紧螺丝即可。
12防坠定位夹:调整焊丝盘位置之前,一定要锁紧此夹持器,以防丝盘坠落砸坏其它部件。
13焊枪摆动器:引导焊枪进行各种摆动模式的焊接。摇摆器输出轴端紧连着的是焊枪角度微调
装置:该装置能很方便准确让焊枪与焊缝对中,并可以方便地进行焊枪角度的微调。最后连
接到焊枪夹持器:是焊枪的夹持装置,可以方便地进行维修、调整和焊枪的拆卸。
14上下调节移动座:是调节焊枪位置的装置,如果焊枪偏离焊道可以对焊枪进行上下的调节。
15导向装置:导轮沿着导轨型面滚动,引导准确焊接部位的装置,安装导向杆时要注意:以行
走方向为准,后面的导向杆要比前面的导向杆的伸出长度长3~5mm。
16左右调节移动座:是调节焊枪位置的装置,焊接当中可以对焊枪进行左右距离的调节。
技术规格
|
项目 |
内容 |
备注 |
项目 |
内容 |
备注 |
|
|
工作电源 |
DC 24V |
(输入电源AC220V) |
外形尺寸 |
530*300*320 |
L*W*H |
|
|
机器重量 |
30 Kg |
不含焊丝 |
焊枪调整 |
左右调整范围 |
100mm |
|
|
驱动方式 |
四橡轮驱动 |
|
作业角调节范围 |
±45° |
||
|
摆动电机 |
DC24V |
|
上下调整范围 |
60mm. |
||
|
行走速度 |
0~750mm/min |
数码管显示 |
进行角调节范围 |
10° |
||
|
操作功能 |
摆动速度 |
最小速度:8个循环每分钟, 或16个停留每分钟 最大速度:188循环每分钟,或376个停留每分钟 |
||||
|
摆动角度 |
±10° |
左、中、右停留时间 |
0~1.5 s |
|||
配置清单
|
1 |
主机(包括送丝机构) |
1台 |
|
2 |
摇摆器 |
1组 |
|
3 |
立柱 |
1条 |
|
4 |
电缆架 |
1组 |
|
5 |
焊丝盘轴 |
1组 |
|
6 |
电源盒/电源线(20m) |
1组 |
|
7 |
摇摆器连线 0.8m |
1条 |
|
8 |
电焊机连线 5m |
1条 |
|
9 |
保险管:3A,5X20 |
3支 |
|
10 |
内六角扳手:M3,M4,M5,M6 |
各1只 |
|
11 |
说明书、合格证、保修卡 |
各1份 |







 中文
中文 English
English Español
Español русский
русский Portugal
Portugal العربية
العربية français
français Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia