

在雷达电子领域,铝合金材料具有密度低、比强度高、导热导电性好、抗腐蚀性强等众多优良性能,广泛应用于制造雷达天线、波导微波组件、机箱和散热器等构件。

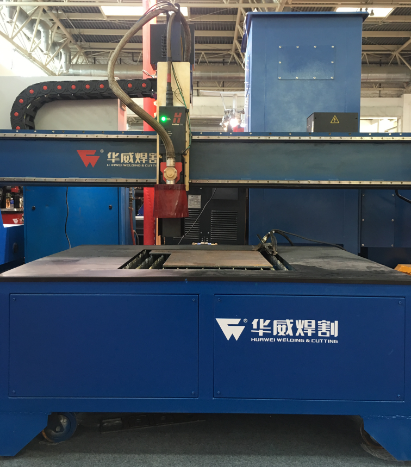
在现代化大型钢结构工厂中,无论是重钢、轻钢结构,或者在建筑、设备、船舶等不同钢构业界,切割下料都是生产链中首道关键制造工序,“切割及焊接”素有钢铁裁缝之称,其中主要指应用面广量大的热切割。热切割始于上世纪初,乙炔手工气割出现在法国,随后在世界范围内广为普及长期沿用,随着生产力发展,热切割已由手工普通型逐步演进发展,研制出众多采用新型燃气以至新的切割原理的全新工业气割装置,自动化程度也越来越高,被加工材料也由普通碳素钢材扩大到不锈钢、有色金属等材料,甚至非金属材料,切割精度和效率都达到了前所未有的水平。数控等离子切割机就是这样一种技术先进、生产工艺需要、正

控等离子切割机的切割质量,主要是指切割面的倾斜度和光洁度。本文阐述了切割速度、工作气压与切割质量的关系。并根据数控切割机的特点,结合试验数据进行分析和总结,得出了不同功率切割不同厚度钢板的最佳切割参数。为提高数控等离子切割机的切割质量提供参考。
关键词:数控等离子切割;试验;切割质量;切割速度;工作气压
针对数控等离子切割机切割件产生变形的原因,对切割件的变形进行了分析。根据数控等离子切割机的特点,在加工过程中正确选择切割的起点、切割方向、切割顺序、切割速度等工艺,可以有效提高切割件的加工质量,同时对单边工件、细长件、异型件以及特殊件的变形控制进行了详细地阐述。关键词: 数控等离子切割;热变形;切割工艺;变形控制
近年来,随着我国制造业水平的不断提高,数
控等离子切割机在工业企业得到广泛的应用,提高
了中国机械制造业的整体水平。由于数控等离子切
割机在使用过程中产生的大量烟尘,弥漫整个制造
车间,不仅危害员工的身体健康,而且给大气造成
污染,所以越来越多的企业关注和重视现代工业企
业烟尘和粉尘的治理。

随着近几年经济形势的低迷,造船业也受到较大影响。追求最大利润,是企业发展的主题。
以提高焊接效率、降低生产成本为出发点,改进和应用船舶建造中的焊接工艺方法,将发挥重要作用。

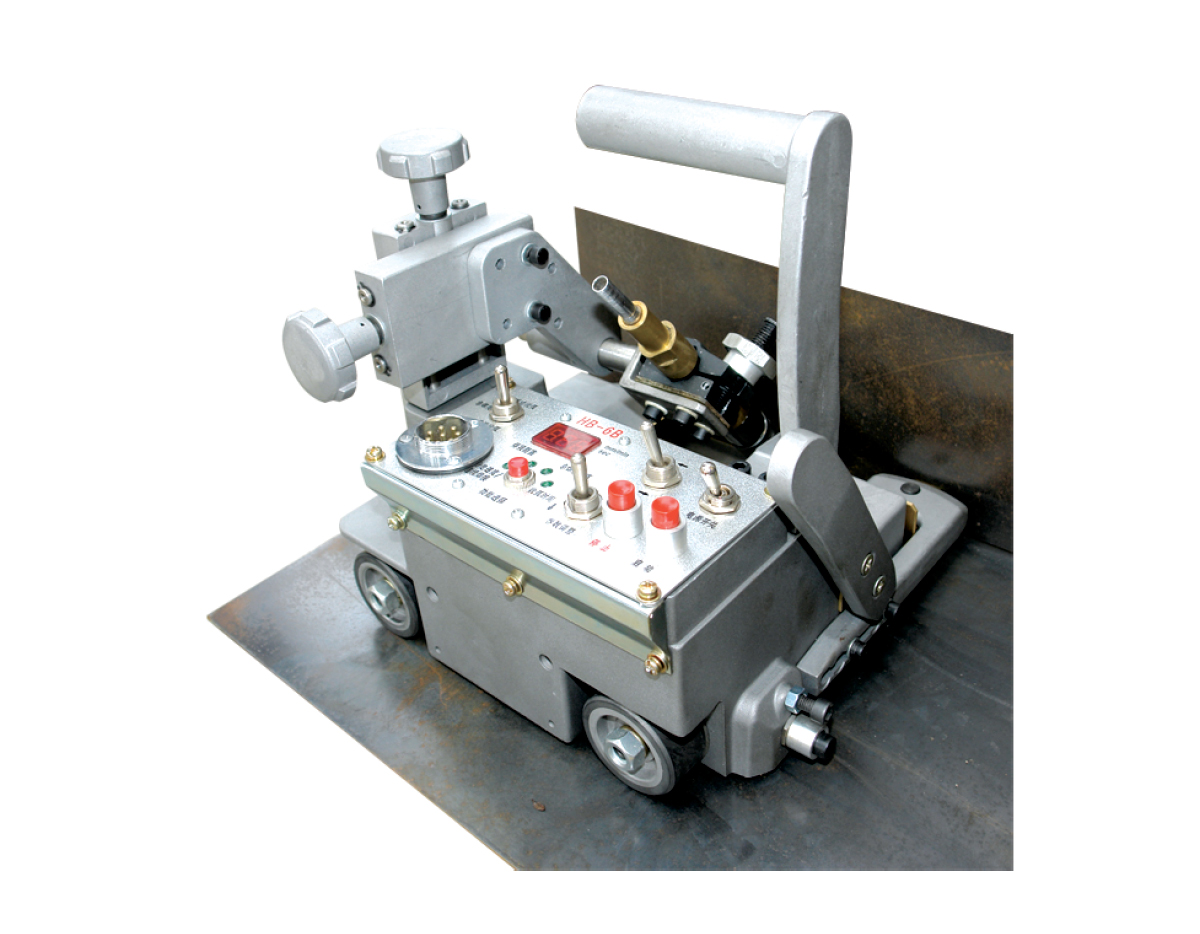
普通的埋孤焊接小车和焊接操作架无法进入锅炉筒体内实施焊接,锅炉筒体组合最后一道内环
焊缝的焊接一直采用手工焊接。研发的锅炉筒体内环焊缝埋弧自动焊机的核心部分为焊接小车、焊缝跟
黥器和焊枪调整机构。焊接电源、筒体转胎和焊丝盘为常规设备。其创新之处在于:一是焊接小车体积小、,
质量轻,一个工人即可将其搬出、入筒体人孔;二是焊接小车配置了功能完善的机械式焊缝跟踪器,保
证焊接小车始终准确可靠地与焊缝平行等距行走,即保证在焊接过程中焊枪始终不偏离焊缝。实现了烽
缝的优质高效自动化焊接,焊缝探伤合格率达98%以上,焊缝宽度均匀,表面光滑美观,填补了此项
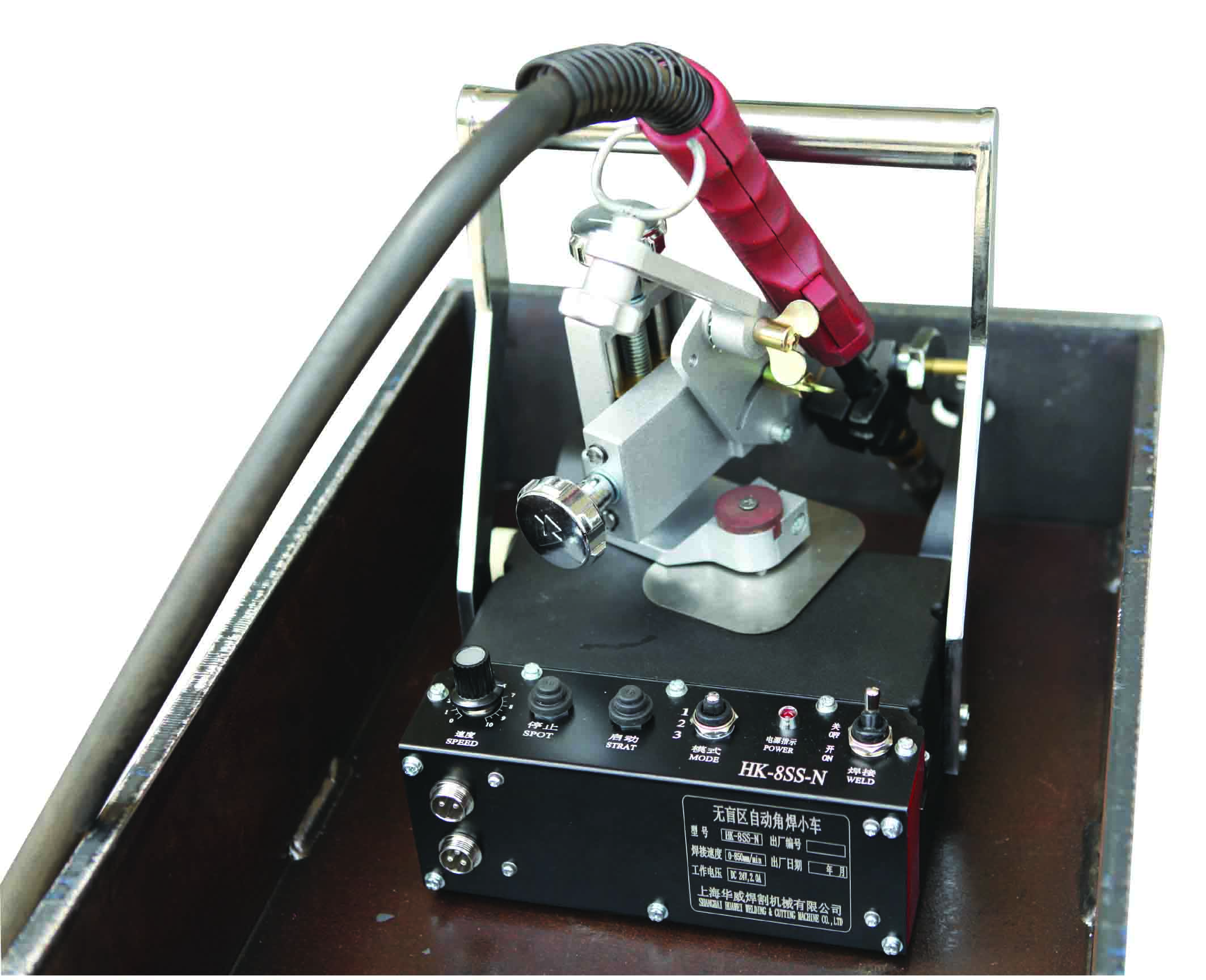
在造船、冶金、石化、工业安装等行业的钢结构
焊接施工中,会遇到大量立向角焊缝的焊接。目前,
立向角焊缝一次焊接成形的自动焊接成形设备很
少,一直采用焊条电弧焊或C02气体保护焊。这两
种方法都是以多层多道堆焊的方式完成立向角焊
缝焊接,缺点是焊接难度大、焊接耗时长、热影响
区大、变形量大、成形差、工效低。同时,操作工人的
工作环境差,劳动量大。在焊接领域,钢板平面对接
的立缝一次成形自动焊接技术已经解决,而立向角
焊缝的一次成形自动焊接技术和设备还是一项空
白,亟待开发。
众所周知,水泥机械制造业的生产组织形式基本上是订单式单件生产,且产品形式从几百公斤到几十吨不等,有的单个部件可达100多吨,属于重型设备,因产品差异性很大,不易实现流水线生产。其中铆焊结构件占有相当大比重,焊接量较大,不便于引进价格昂贵的机器人焊接系统。而全位置自动焊接小车的出现,恰好解决了此问题。

在钢结构工程中通常会遇到H型钢翼缘板较宽且截面较小,门式埋弧焊焊机臂与H型钢翼
缘板干涉,门式埋弧焊无法正常焊接;或者箱体截面较小无法正常利用门式双丝埋弧焊焊接等问题。
针对以上两种类型构件在焊接中遇到的问题,本人经过实践经验将原有的气体保护焊焊接设备进行改
造,改造后的焊缝质量达到规范要求并且焊接效率较传统焊接有很大的提高。







 中文
中文 English
English Español
Español русский
русский Portugal
Portugal العربية
العربية français
français Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
