

焊接作为一种特种作业方式,其恶劣的作业环境及较高的技能要求,导致了其从业人员一直短缺,高技能操作人员更是“一匠难求”。近年来由于受到行业发展及国内人工紧缺的大环境影响,进一步加剧了其用工缺口,因此焊接作业的自动化已势在必行。作为专业自动焊接设备制造商,我们认为基于焊接作业的特殊性,焊接自动化是一个系统的技术服务工程。在设备功能模块化的基础上,根据用户实际需求进行功能模块组合、再设计的“私人定制”服务,是今后发展的必由之路。本文以我公司在造船行业的一款典型应用案例来简单介绍公司的自动化配套服务。
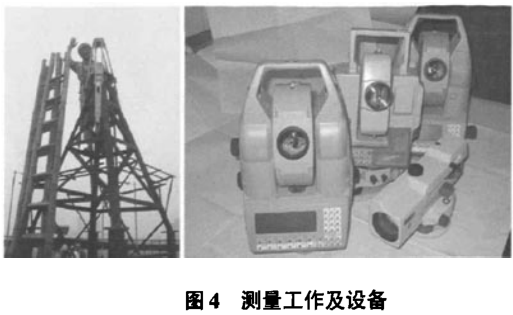
超高层建筑钢结构安装技术存在诸多的技术难点。通过对超高层钢结构特点的分析,阐述了超高层
钢结构吊装总体技术路线确定的方法。并结合工程实例,对超高层钢结构施工中的机械设备选用、
测量、焊接、仿真、监测等关键技术进行了分析和介绍。

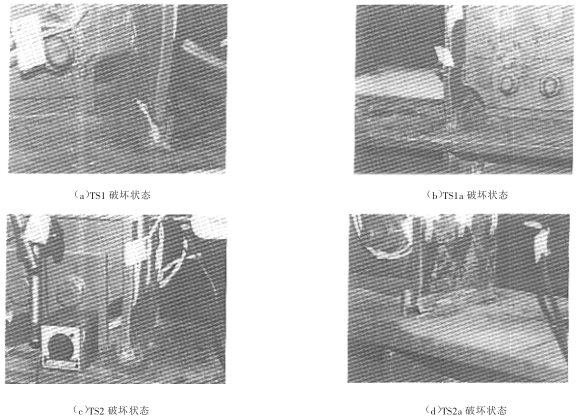
在多高层钢框架中典型的刚接梁柱节点型式是梁翼缘与柱对接焊、梁腹板与柱用高强度螺栓连接。过去一直认为这种节点具有良好的抗震性能,然而,在1994 年的 Northridge 地震和 1995 年的 Kobe 地震中,采用这种节点的钢结构建筑虽然没有倒塌, 却有很多在节点部位出现了严重的脆性破坏 [1] [2] 。 美国在Northridge 地震之后的研究曾指出, 影响节点承载力和延性的三个主要因素为: 焊接金属的断裂韧性、 焊接孔的形状尺寸、 节点板域的变形控制 [7] 。 进一步的研究提出若干改进节点延性的措施[2] , 主要方法包括: 通过加腋和加盖板提高节点的承载力; 对梁截面局部削弱, 使塑性铰从节点区外移至梁
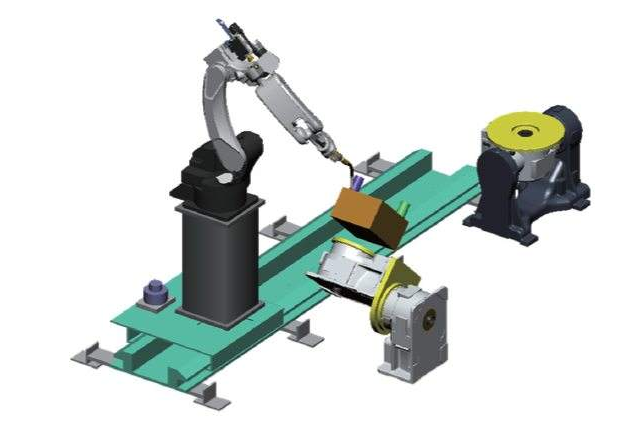
简要回顾了弧焊机器人焊缝跟踪技术的发展历程, 并对跟踪系统结构中的每个模块进行了概述, 介绍了基于 PC 机的新应用。分析了该技术的发展趋势, 旨在推动弧焊机器人的进一步研究应用和产业化进程。
用不同的焊接工艺参数对1060铝合金与AZ3l镁合金进行磁脉冲焊接试验。结合铝.铝界面形貌,对比探讨
磁脉冲铝.镁异种金属焊接接头界面波特征。通过SEM/EDS、纳米压痕试验,着重研究界面“熔化区”的产生机理、分布
特点以及此区域的硬度变化。试验结果表明:界面呈不规则的波状结合方式,嵌入镁层的界面波远大于铝层;在“熔
化区”会生成脆硬的第二相,此相分布在Al基一侧。通过调整适当的焊接工艺参数可避免此“熔化区”产生。

简要回顾堆焊技术在我国的发展历程 重点综述堆焊技术在我国轧辊 阀门 发动机关键部件等基础工业
典型零部件修复强化中的应用现状 指出了堆焊熔覆效率从单弧电弧堆焊的 11 kg/h 发展到多带极电弧堆焊的 70 kg/h
稀释率从电弧堆焊的 30 % 60 %降低到等离子弧 激光 聚焦光束堆焊的 5 %左右 我国在堆焊基础理论的一些方
向上取得了与国际水平相近的成果 但与国际先进水平相比 仍存在着 焊条多焊丝少 熔炼焊剂多烧结焊剂少 实
心焊丝多药芯焊丝少 以及 改装设备多专用设备少 机械化设备多智能化设备少 等差距 并指出堆焊方法与智能
控制技术和精密磨削技术相结合的近净形技术是堆焊技术从

我国现有机器人研究开发和应用工程单位200多家, 其中从事工业机器人研究和应用的有75家,共开发生产各类工业机器人约800台, 90%以上用于生产中, 引进工业机器人做应用工程的约500台。经过 “七五” 攻关和 “八五” 、 “九五” 、 国家 “八六三” 计划支持的应用工程开发, 我国第一代工业机器人设计、 制造和应用技术已趋于成熟, 近几年工业机器人的开发基本上是按用户需求结合应用工程进行的。 一些大型工厂、 公司 (如一汽、 二汽、 华录集团等)在企业重组后, 生产发展生机勃勃, 由应用机器人的大户转向开发机器人。

大项目在本月完成了。 6轴管道数控等离子切割机与可拆卸龙门架上的FANUC焊接机器人相匹配。 我们使所有焊接和切割过程更加简单高效。 我们的机器越多,请访问www.huawei-cutting.com







 中文
中文 English
English Español
Español русский
русский Portugal
Portugal العربية
العربية français
français Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
